常州市188金宝搏机械有限公司
联系人:邵国新
电话:0519-88551773
手机:13801500695
邮箱:czxinlun@sina.com
地址:常州市武进区洛阳镇虞桥路26号
网址 : www.hyshfm.com
机械制造工艺过程一般是指机械零部件加工过程和机器的装配工艺过程的总和制订机械加工工艺过程,必须确定该工件要经过几道工序以及工序进行的先后顺序,仅列出主要工序称号及其加工顺序的简略工艺过程,称为工艺路线。
工艺路线的制定是制定工艺过程的总体结构,主要使命是选定各个表面的加工方法,确定各个表面的加工顺序,以及整个工艺过程中工序数目的多少等。工艺路线制定须遵循必然的原则。

一、制定机加工件工艺路线的原则:
1、先加工基准面:零件在加工过程中,作为定位基准的表面应首先加工出来,以便尽快为后续工序的加工提供精基准。称为“基准先行”。
2、划分加工阶段:加工质量要求高的表面,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了包管加工质量;有利于合理应用设备;便于安排热处分工序;以及便于时发现毛坯缺陷等。
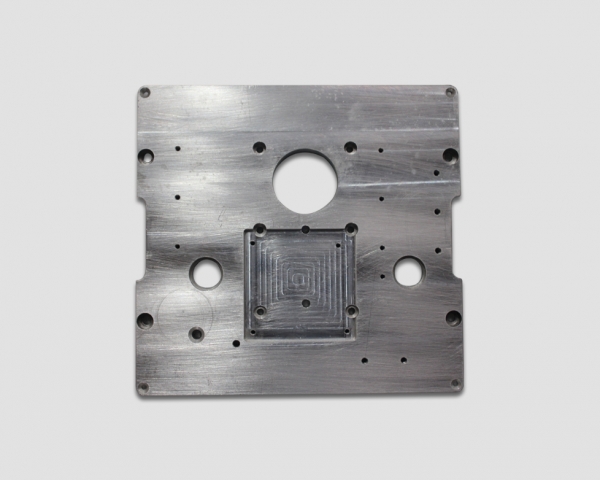
3、先面后孔:对于箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,包管平面和孔的位置精度,并且对平面上的孔的加工带来方便。
4、光整加工:主要表面的光整加工(如研磨、珩磨、精磨滚压加工等),应放在工艺路线末了阶段进行,加工后的表面光洁度在Ra0.8um以上,轻细的碰撞都会损坏表面;
在日本、德国等国家,在光整加工后,都要用绒布进行保护,绝对不准用手或其它物件直接接触工件,避免光整加工的表面,由于工序间的转运和安装而受到损伤。